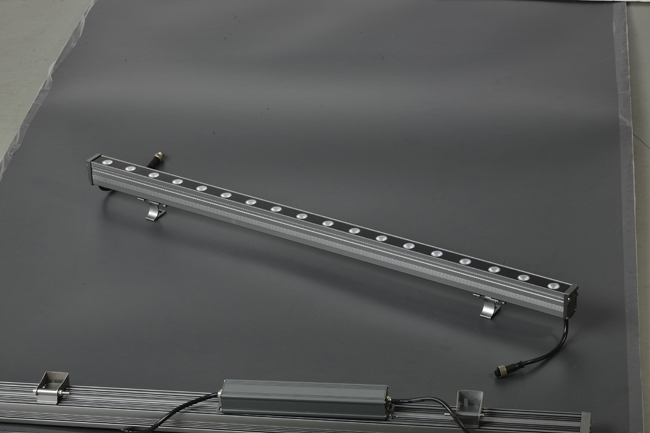
鉆石洗墻燈
燈體與電源盒分離結(jié)構(gòu)設(shè)計(jì)�����,比一般的結(jié)構(gòu)設(shè)�計(jì)增加80%的散熱面積,保證LED發(fā)光效率及使用壽命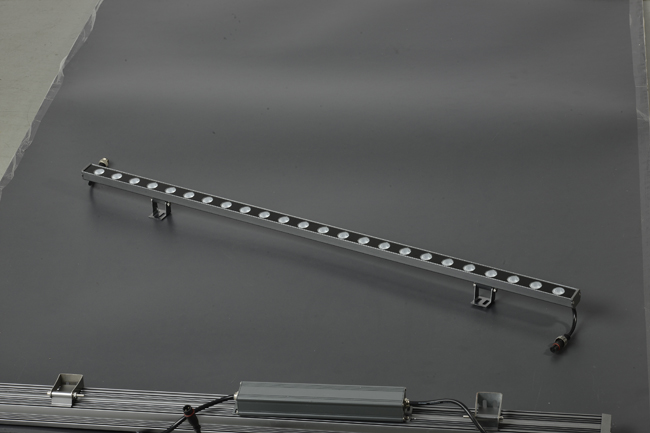
玲瓏七號(hào)
燈體與電源盒分離結(jié)構(gòu)設(shè)計(jì),比一般的結(jié)構(gòu)設(shè)�計(jì)增加80%的散熱面積����,保證LED發(fā)光效率及使用壽命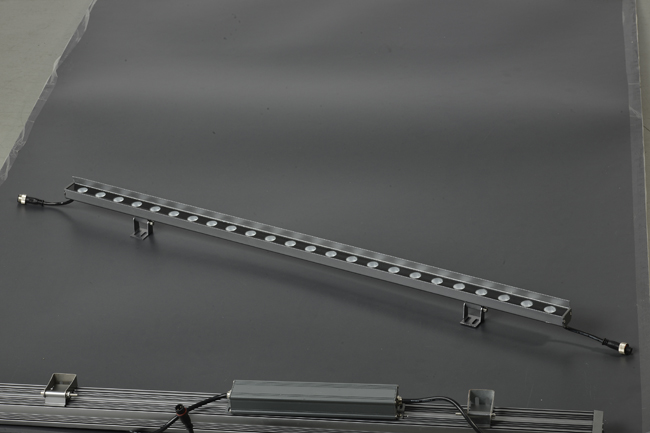
玲瓏六號(hào)
燈體與電源盒分離結(jié)構(gòu)設(shè)計(jì)�,比一般的結(jié)構(gòu)設(shè)�計(jì)增加80%的散熱面積,保證LED發(fā)光效率及使用壽命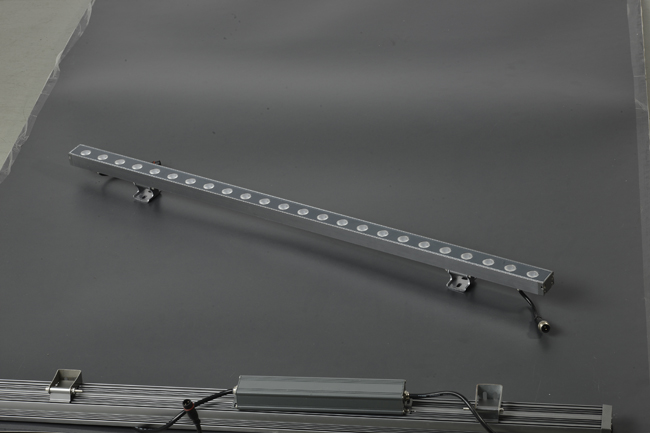
金鋼一號(hào)洗墻燈
燈體與電源盒分離結(jié)構(gòu)設(shè)計(jì)�,比一般的結(jié)構(gòu)設(shè)�計(jì)增加80%的散熱面積,保證LED發(fā)光效率及使用壽命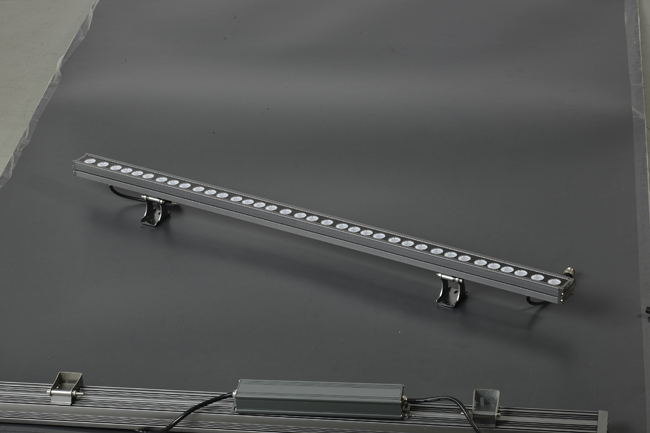
金鋼四號(hào)洗墻燈
燈體與電源盒分離結(jié)構(gòu)設(shè)計(jì)�����,比一般的結(jié)構(gòu)設(shè)�計(jì)增加80%的散熱面積�����,保證LED發(fā)光效率及使用壽命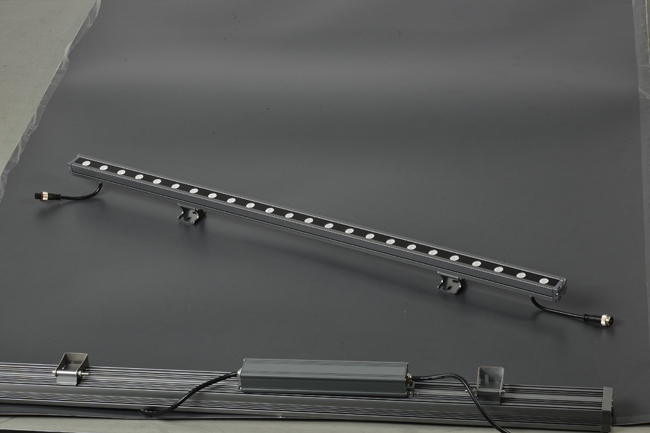
金鋼三號(hào)洗墻燈
燈體與電源盒分離結(jié)構(gòu)設(shè)計(jì),比一般的結(jié)構(gòu)設(shè)�計(jì)增加80%的散熱面積���,保證LED發(fā)光效率及使用壽命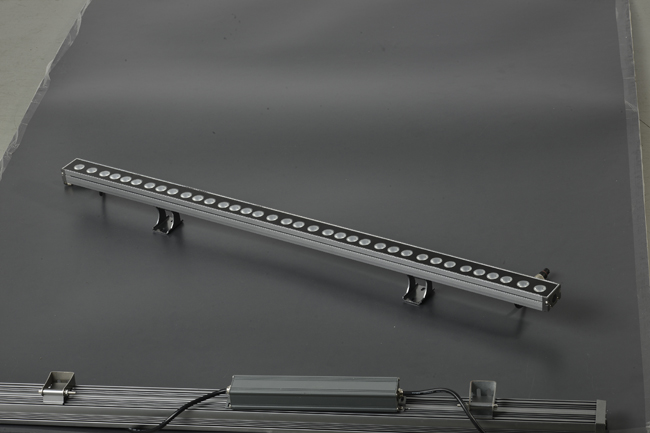
金鋼二號(hào)洗墻燈
燈體與電源盒分離結(jié)構(gòu)設(shè)計(jì),比一般的結(jié)構(gòu)設(shè)�計(jì)增加80%的散熱面積���,保證LED發(fā)光效率及使用壽命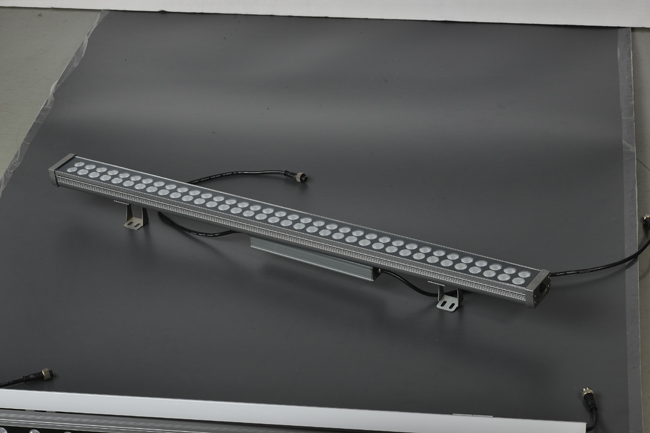
海王星
燈體與電源盒分離結(jié)構(gòu)設(shè)計(jì)����,比一般的結(jié)構(gòu)設(shè)�計(jì)增加80%的散熱面積����,保證LED發(fā)光效率及使用壽命
啟明星
燈體與電源盒分離結(jié)構(gòu)設(shè)計(jì),比一般的結(jié)構(gòu)設(shè)�計(jì)增加80%的散熱面積�,保證LED發(fā)光效率及使用壽命
逸光
燈體與電源盒分離結(jié)構(gòu)設(shè)計(jì),比一般的結(jié)構(gòu)設(shè)�計(jì)增加80%的散熱面積�����,保證LED發(fā)光效率及使用壽命
進(jìn)取星1
燈體與電源盒分離結(jié)構(gòu)設(shè)計(jì)���,比一般的結(jié)構(gòu)設(shè)�計(jì)增加80%的散熱面積�,保證LED發(fā)光效率及使用壽命
進(jìn)取星
燈體與電源盒分離結(jié)構(gòu)設(shè)計(jì)�����,比一般的結(jié)構(gòu)設(shè)�計(jì)增加80%的散熱面積,保證LED發(fā)光效率及使用壽命




 粵公網(wǎng)安備44200002443014號(hào)
粵公網(wǎng)安備44200002443014號(hào)
